


文章來源:hdpmb.com 文章作者: 更新時間:2022-02-27 點擊次數(shù):157

上一篇:河南省商丘市羅山縣雙法蘭限位伸縮接頭|鄭州雙法蘭限位伸縮接頭規(guī)格|鄭州雙法蘭限位伸縮接頭安裝|雙法蘭限位伸縮接頭加工下一篇:湖北省武漢市東西湖區(qū)雙法蘭限位伸縮接頭/ 湖北省武漢市東西湖區(qū)雙法蘭限位伸縮接頭是什么/湖北省武漢市東西湖區(qū)雙法蘭限位伸縮接頭使用/雙法蘭限位伸縮接頭用途
地址:上海市松江區(qū)松蒸公路北側標準廠房10幢電話:021-622-12627傳真:021-6420-7088郵箱:[email protected]
版權所有:上海駱盈管道設備有限公司備案號:滬ICP備10030623號-6
 傳力接頭伸縮器案例
傳力接頭伸縮器案例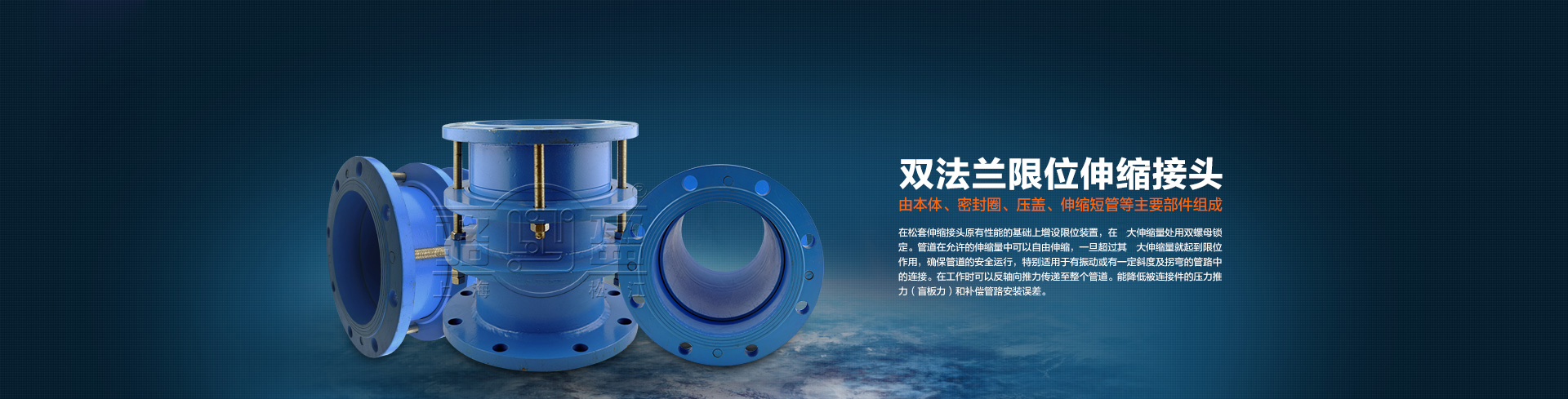 雙法蘭限位伸縮器
雙法蘭限位伸縮器 套管伸縮器
套管伸縮器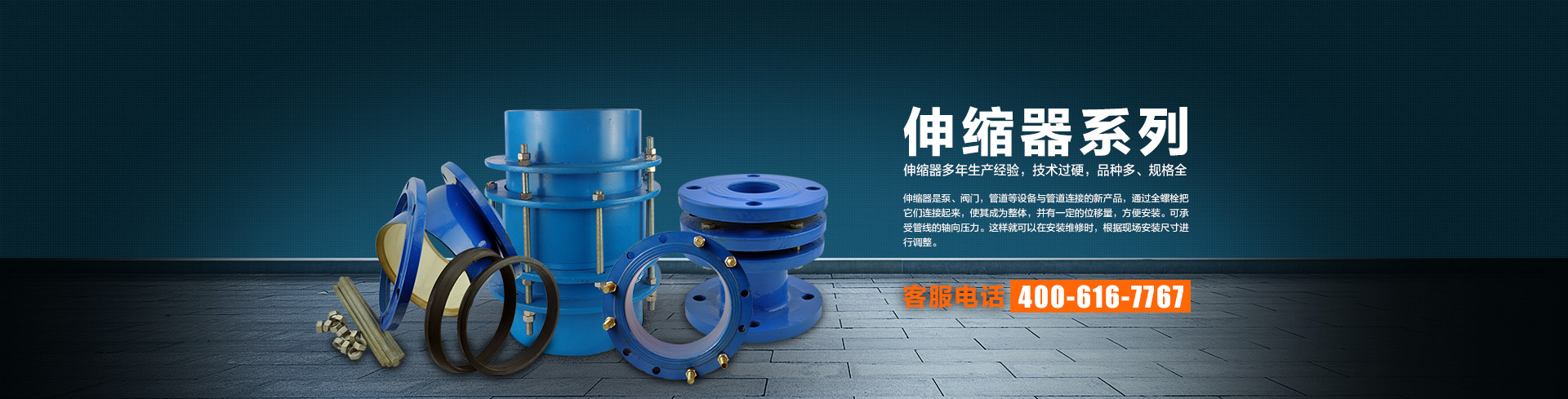 伸縮器
伸縮器